Сосредоточение определенных производственных операций по изготовлению технологически однородной продукции или выполнению функционально-однородных работ на отдельных рабочих местах, участках, в цехах или производствах предприятия — это
—> Условия для равномерного выпуска продукции в течение всего планового периода создает такой принцип как
Принципы рациональной организации производственных процессов включают
непрерывность, параллельность, пропорциональность
Достоинством технологической формы специализации является
применение рациональных прогрессивных технологических методов производства изделий
Равную пропускную способность разных рабочих мест обеспечивает принцип рациональной организации производства:
Вставьте пропущенное слово, которое отражает принцип рациональной организации производственного процесса. Обеспечение относительно равной производительности в единицу времени взаимосвязанных подразделений предприятия – это…..
Внедрение научной организации труда. Новости. Эфир 10 марта 1967
Вставьте пропущенное слово, которое отражает принцип рациональной организации производственного процесса. Одновременное выполнение отдельных операций или частей производственного процесса – это….
Применение в производстве универсального оборудования в сочетании со специальным, которое расставляется по ходу технологического процесса в рамках предметно-замкнутых участков, характерно для …… типа производства.
Одним из принципов рациональной организации производственного процесса является:
Вставьте пропущенное слово, которое отражает принцип рациональной организации производственного процесса. Разделение производственного процесса на отдельные части (процессы, операции) и их закрепление за соответствующими подразделениями предприятия – это ….
Изготовление ограниченной номенклатуры изделий в больших количествах характерно для следующего типа производства:
Данная форма организации производства предполагает, что основные цеха предприятия, их участки строятся по признаку изготовления каждым из них определенного изделия либо какой-либо из его частей или группы деталей:
Периодически изготавливаемая относительно ограниченная номенклатура продукции в количествах, определяемых партиями их выпуска и запуска характеризует тип производства:
Пропорциональность – это принцип рациональной организации производства
обеспечивающий равную пропускную способность рабочих мест
Параллельность – это принцип рациональной организации производства
характеризующий степень совмещения операций во времени
Ритмичность – это принцип рациональной организации производства
характеризующий равномерность выполнения производственных процессов во времени
Тип производства характеризуется
номенклатурой, масштабом и регулярностью выпуска продукции
Вставьте пропущенное слово, которое отражает принцип рациональной организации производственного процесса. Весь производственный процесс и составляющие его части по изготовлению заданного количества продукции повторяются через равные промежутки времени – это
Организация производства (Баранчикова)
Источник: polyphis.ru
Принципы рациональной организации основного производства
Основные принципы рациональной организации производства:
Принцип параллельности — одновременное выполнение отдельных частей производственного процесса. Параллельно совершаются смежные операции по обработке партии деталей, а также одноименные операции на нескольких рабочих местах.
Уровень параллельности производственного процесса характеризуется коэффициентом параллельности (Кпрл), который определяется по формуле:
где Тпар — время технологического цикла при параллельном сочетании операций (движения предметов труда); Тпос — время технологического цикла при последовательном сочетании операций.
Экономическое значение использования принципа параллельности заключается в том, что достигается равномерная загрузка всех производственных цехов и участков, сокращается длительность производственного цикла и, прежде всего, его технологической части.
Принцип непрерывности – предполагает работу без каких-либо перерывов или сведение их к минимуму. На производстве имеют место перерывы из-за серийности и партионности загрузки оборудования, межоперационное и междусменное пролеживание. Для оценки уровня непрерывности производственного процесса рассчитывают коэффициент непрерывности производства (Кн.п.) по формуле:
где Тпер – время перерывов по различным причинам, ч; Тц – длительность производственного цикла, ч.
Экономическое значение использования принципа непрерывности состоит в том, что обеспечивается лучшее использование производственной мощности, сокращается длительность производственного цикла, повышается доля в нем времени на выполнение технологических операций.
Пропорциональность – принцип, выполнение которого обеспечивает равную пропускную способность разных рабочих мест одного процесса, пропорциональное обеспечение рабочих мест информацией, материальными ресурсами, кадрами и т.д. Чем выше степень пропорциональности, тем совершеннее система, выше ее эффективность.
Пропорциональность определяется по формуле:
где Ммин – минимальная пропускная способность, или параметр рабочего места в технологической цепи; Ммак. – максимальная способность.
Экономическое значение принципа пропорциональности состоит в том, что обеспечивается бесперебойная и ритмичная работа всех подразделений предприятия.
Ритмичность — принцип рациональной организации процессов, характеризующий равномерность их выполнения во времени. Определяется по формуле:
Критм. = å Qiф/å Qin,
где Qiф – фактический объем выполненной работы за анализируемый период в пределах плана и менее плана; Qin – плановый объем работ.
Прямоточность – принцип рациональной организации процессов, характеризующий оптимальность пути прохождения предметов труда и информации и т.п. Определяется по формуле:
где Zопт. – оптимальная длина пути прохождения предмета труда, исключающего лишние звенья, возвраты на прежнее место; Zфакт. – фактическая длина пути прохождения предмета труда.
Виды движения предметов труда в процессе производства
При определении продолжительности производственного цикла рассчитывают длительность трех его составляющих: длительность технологической части цикла, время перерывов по различным причинам и время естественных перерывов, если они предусмотрены технологическим процессом.
Длительность технологической части цикла зависит от трудоемкости выполняемых операций и способа передачи партий обрабатываемых деталей с операции на операцию, с одного рабочего места на следующее, т. е. от вида движения предметов труда в производственном процессе. Существует три основных вида движения: последовательный, параллельный и параллельно-последовательный.
Последовательный вид движения предметов труда в производственном процессе характеризуется тем, что при изготовлении партии детелей в многооперационном технологическом процессе она передается на каждую последующую операцию (рабочее место) только после завершения обработки всех деталей на предыдущей операции.
На рис. приведен график последовательного вида движения для партии, состоящей из четырех деталей.

Рис 5. График последовательного вида движения
партии деталей в процессе обработки
Продолжителлность обработки при последовательном виде движения (Тпосл.) прямо пропорциональна размеру партии деталей и времени обработки одной детали по всем операциям:
где t — время обработки одной детали по всем операциям, мин или ч; n — количество деталей в партии; m — число операций.
Последовательный вид движения предметов труда преобладает в производствах, где обрабатывается партиями небольшое количество одноименных предметов труда (деталей). Каждая деталь, пройдя обработку на рабочем месте, перед выполнением последующей операции задерживается (пролеживает) здесь же в ожидании окончания обработки всех деталей партии. В связи с этим увеличивается продолжительность прохождения партии деталей по всем операциям, т.е. технологический цикл, а следовательно, растет незавершенное производство. В сравнении с двумя другими видами движения он обладает наименьшей эффективностью.
Параллельное движение характеризуется тем, что каждая деталь передается на последующую операцию немедленно, после выполнсния предыдущей, независимо от движения остальных деталей, входящих в партию.
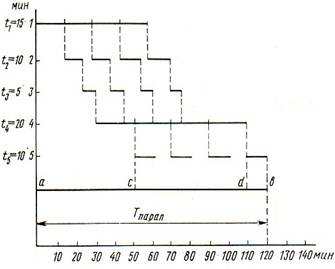
Рис 6. График параллельного вида движения партии
деталей в процессе обработки
Длительность цикла обработки партии деталей при параллельном виде движения складывается из трех отрезков: ас, сd и db. Сумма отрезков ас + db равна времени обработки одной детали по всем операциям. Отрезок сd равен времени обработки всей партии деталей без одной на самой длинной операции, называемой главной. Отсюда формула для определения длительности цикла при параллельном виде движения:
Тпарал.=å t + tгл(n-1),
где tгл – время наиболее длительной операции.
Параллельный вид движения обеспечивает максимальное сокращение продолжительности изготовления партии деталей. Однако в процессе обработки параллельным способом на всех операциях, кроме главной – наиболее длинной (в данном случае 4 операция на графике), могут возникнуть простои. Такие простои неизбежны тогда, когда операции данного технологического процесса не равны по их длительности. Длительность операций специально выравнивается только на поточных линиях. Поэтому применение параллельного вида движения оказывается рациональным только при поточной организации производства.
Параллельно-последовательный вид движения характеризуется тем, что обработка партии деталей на каждой последующем операции начинается раньше, чем заканчивается обработка всех деталей данной партии на предыдущей операции, т.е. предусматривается частичное совмещение времени выполнения смежных операций, но так, что изготовляемая партия выполняется на каждом из них без каких-либо перерывов.

Рис 7. График параллельно-последовательного вида
движения партии деталей в процессе обработки
Возможны два случая параллельно-последовательного сочетания операций:
а) когда предшествующая операция короче, чем последующая;
б) когда предшествующая операция длиннее, чем последующая.
В первом случае применяется поштучная передача деталей на следующую операцию по мере их готовности, так как достаточно только одной детали, чтобы начать следующую операцию без опасения, что в дальнейшем могут возникнуть простои.
Во втором случае необходимо во избежание перерывов в прохождении всей партии предметов труда на последующей операции, чтобы последняя деталь проходила последующую операцию после того, как предыдущую операцию пройдет вся партия запуска предметов труда. Для этого вместо поштучной передачи требуется предварительное накопление некоторого задела деталей, с тем, чтобы его размер обеспечивал непрерывность работы на последующей более короткой операции. Соответственно начало обработки партии деталей на коротких операциях будет производиться с некоторым смещением во времени в сравнении с параллельным видом движения. На эту велечину длительность цикла их обработки будет превышать длительность цикла при параллельном виде движения.
Длительность цикла обработки партии деталей при параллельно-последовательном виде движения (Тпп) может быть определена по формуле:
Тпп.=å t + tгл(n-1) + å (tдл -tкор)(n-1),
где tдл и tкор — суммарная продолжительность смежных длинной и короткой операций.
Параллельно-последовательный вид движения обрабатываемых предметов труда широко применяется в средне- и крупносерийном производстве.
Длительность естественных процессов, контрольных и транспортных операций, включенных в технологический процесс, определяется расчетным путем или по данным наблюдений. На основе результатов специальных наблюдений и их обработки определяются нормативы времени перерывов в производственном процессе.
Пути сокращения длительности производственного цикла
При расчете производственного цикла необходимо разрабатывать организационно-технические мероприятия по сокращению его длительности. К их числу относятся:
1. Совершенствование конструкций изделий – их упрощение, повышение технологичности, расширение использования в различных конструкциях унифицированных узлов и деталей.
2. Применение прогрессивной технологии и передовой техники, расширение использования специальной инструментальной оснастки для дальнейшего повышения производительности труда и снижения трудоемкости продукции.
3. Совершенствование организации труда, производства и управления в целях сокращения как технологического времени, так и времени перерывов.
— рациональное планирование рабочих мест в соответствии с последовательностью технологических операций и совершенствованием организации передачи деталей с операции на операцию внутри участка, цеха;
— организации подготовительной смены, в течение которой производится наладка оборудования, подготовка к производству материалов, инструмента, приспособлений;
— внедрение сменно-суточного планирования и организации работ по часовому графику;
— улучшение организации производства в обслуживающих и вспомогательных хозяйствах.
4. Сокращение времени на естественные процессы.
Например, естественная сушка крашенных деталей может быть заменена сушкой в поле токов высокой частоты со значительным ускорением этого процесса.
5. Сокращение времени на транспортные и контрольные операции за счет их автоматизации, совмещения с выполнением технологических операций и временем пролеживания предметов труда в ожидании обработки.
6. Расширение использования параллельно-последовательного и параллельного видов движения предметов труда в организации производства.
7. Сокращение подготовительно-заключительного времени (достигается внедрением поточного метода организации производства, типовых и универсальных приспособлений).
8. Сокращению длительности производетвенного цикла способствуют фотографии рабочего дня занятых в различных стадиях производственного цикла, которые позволяют определить фактическую длительность рабочего времени цикла и время перерывов, как зависящих, так и не зависящих от рабочик. Для выявления возможностей сокращения длительности производственного цикла могут быть использованы данные специальных наблюдений либо данные планово-учетной документации.
Тип производства – это классификационная категория производства, выделяемая по признакам широты номенклатуры, стабильности объема выпуска продукции и специализации рабочих мест. Различают три основных типа организации производства: единичное, серийное и массовое.
Одной из основных характеристик типа производства является коэффициент закрепления операций, под которым понимается отношение числа всех технологических операций, выполненных или подлежащих к выполнению в течение месяца, к числу рабочих мест.
Единичным называется производство, характеризующееся широкой номенклатурой изготовляемых изделий. Изделия эти либо вовсе не повторяются в производстве, либо повторяются нерегулярно. Коэффициент закрепления при этом типе производства не регламентируется. К этому типу производства относятся заводы тяжелого машиностоения, изготавляющие уникальные машины.
Серийным называется производство, характеризующееся ограниченной номенклатурой изделий, изготовляемых периодически повторяющимися партиями и сравнительно большим объемом производства. В зависимости от количества изделий в партии или серии и значения коэффициента закрепления операций различают мелкосерийное, среднесерийное и крупносерийное производство. Коэффициент закрепления операций для мелкосерийного производства 20-40, среднесерийного производства 10-20, крупносерийного производства 1-10.
Предприятия с массовым типом организации производства выпускают продукцию узкой номенклатуры массовыми тиражами, непрерывно изготовляемыми в течение определенного времени. Например, большинство швейных фабрик, текстильных комбинатов.
Особенности единичного производства:
— неустойчивая и разнообразная номенклатура изделия; изделия процесс производства проходят индивидуально;
— отсутствие закрепления за рабочими местами определенных операций;
— применение универсального оборудования, группируемого в участки однотипных машин;
— высокая квалификация рабочих;
— частая переналадка оборудования;
— значительный удельный вес в общей трудоемкости изделий ручных операции;
— значительная трудоемкость и длительность цикла изготовления изделия; децентрализация оперативного планирования.
Особенности серийного производства:
— устойчивая номенклатура повторяющихся в производстве изделий; изготовление изделий сериями, определенного размера;
— специализация рабочих мест на выполнении нескольких периодически повторяющихся операций;
— группировка оборудования и рабочих мест преимущественно на основе предметного принципа;
— применение наряду с универсальным специализированного и специального оборудования, инструментальной оснастки;
— широкое применение труда рабочих средней квалификации;
— низкая доля ручных работ в общей трудоемкости изготовления изделия;
— сокращение в сравнении с единичным производством трудоемкости и длительности цикла изготовления изделия;
— централизация оперативного планирования и управления производством.
Особенности массового производства:
— постоянная номенклатура изготовляемых изделий;
— специализация рабочих мест на выполнении преимущественно одной, постоянно закрепленной операции;
— применение специального и специализированного оборудования, располагаемого по ходу технологического процесса;
— широкое использование специальной технологической оснастки;
— резкое сокращение в сравнении с единичным и серийным производством доли ручных работ и высокий удельный вес механизированных и автоматизированных процессов;
— применение труда рабочих, специализированных на ограниченном числе операций;
— значительно меньшая в сравнении с единичным и серийным производством трудоемкость и длительность цикла изготовления изделий;
— централизация оперативного планирования и управления производством.
Массовое производство является высшим типом, обеспечивающим максимальные по сранению с другими организационными типами производства экономичные производства. Основное значение массового производства состоит в том, что оно составляет основу для перехода к автоматизированному производству.
Картограммы и картодиаграммы Картограммы и картодиаграммы применяются для изображения географической характеристики изучаемых явлений.

Практические расчеты на срез и смятие При изучении темы обратите внимание на основные расчетные предпосылки и условности расчета.
Функция спроса населения на данный товар Функция спроса населения на данный товар: Qd=7-Р. Функция предложения: Qs= -5+2Р,где.

Аальтернативная стоимость. Кривая производственных возможностей В экономике Буридании есть 100 ед. труда с производительностью 4 м ткани или 2 кг мяса.
Тема 2: Анатомо-топографическое строение полостей зубов верхней и нижней челюстей. Полость зуба — это сложная система разветвлений, имеющая разнообразную конфигурацию.
Виды и жанры театрализованных представлений Проживание бронируется и оплачивается слушателями самостоятельно.
Что происходит при встрече с близнецовым пламенем Если встреча с родственной душой может произойти достаточно спокойно – то встреча с близнецовым пламенем всегда подобна вспышке.
Схема рефлекторной дуги условного слюноотделительного рефлекса При неоднократном сочетании действия предупреждающего сигнала и безусловного пищевого раздражителя формируются.
Уравнение волны. Уравнение плоской гармонической волны. Волновое уравнение. Уравнение сферической волны Уравнением упругой волны называют функцию , которая определяет смещение любой частицы среды с координатами относительно своего положения равновесия в произвольный момент времени t.
Медицинская документация родильного дома Учетные формы родильного дома № 111/у Индивидуальная карта беременной и родильницы № 113/у Обменная карта родильного дома.
Источник: studopedia.info
Основные направления рациональной организации труда

Рационализация управленческого труда предполагает создание таких условий, при которых конечная цель управления достигается с наименьшими затратами труда. Она направлена на использование в процессе труда последних достижений науки и техники менеджмента, а также передового управленческого опыта.
В основе рациональной организации управленческого труда лежат определенные принципы:
комплексность. Проблема организации управленческого труда должна решаться всесторонне — с учетом всех аспектов управленческой деятельности. Принцип комплексности предполагает, что научная организация управленческого труда развивается не по одному направлению, а по их совокупности и касается не одного работника, а всего управленческого коллектива;
системность. Если принцип комплексности выражает требование полноты рассмотрения объекта по всем направлениям, то принцип системности предполагает их взаимное согласование, увязку, устранение противоречий, в результате чего создается такая система организации труда, в рамках которой все ее составные части взаимно согласованы и действуют в интересах эффективного функционирования всего предприятия;
регламентация — это установление и строгое соблюдение определенных правил, положений, указаний, инструкций и других нормативных документов, основанных на объективных закономерностях развития системы управления. При этом выделяется круг проблем, подлежащих жесткой регламентации, и определяются вопросы, для которых нужны рекомендации;
специализация заключается в закреплении за каждым подразделением определенных функций, работ и операций и возложением на него полной ответственности за конечные результаты деятельности в процессе управления. При этом следует иметь в виду, что существуют пределы специализации, переступать которые нельзя, иначе можно ограничить творческий рост работников и отрицательно повлиять на результаты их труда;
стабильность. Трудовой коллектив должен работать в условиях стабильности своего состава, функций и решаемых задач. Это не исключает динамики в развитии. Важно, чтобы изменение содержания и состава задач было обусловлено объективно необходимыми потребностями и происходило на строго научной основе;
целенаправленное творчество заключается в достижении двух взаимосвязанных целей — обеспечении творческого подхода при проектировании и внедрении передовых приемов труда и максимальном использовании творческого потенциала управленческих работников в их повседневной деятельности.
Каждый из рассмотренных выше принципов имеет самостоятельное значение. Вместе с тем они дополняют друг друга, раскрывая различные способы общего подхода к организации управленческого труда.
Рациональная организация труда аппарата управления базируется на общих принципах — уровне оплаты и стимулирования труда; разделении и кооперации труда; техническом обеспечении и механизации; нормировании труда; благоприятном режиме и хороших условиях труда.
Источник: vfmgiu-tourism.ru